| 事例名称 |
メチルアミン製造装置の原料系配管の破損・漏洩 |
| 代表図 |
|
| 事例発生日付 |
1993年04月 |
| 事例発生地 |
新潟県 |
| 機器 |
メチルアミン製造装置 |
| 事例概要 |
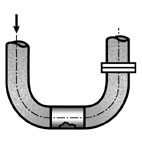
メチルアミン製造装置の定常運転をしていたところ,原料供給工程の熱回収用予熱器と蒸発器との間にあるU字配管の直管部に穴があき,原料ガスが噴出した. |
| 事象 |
(1)フォールトツリー解析の結果
○ 図2 破壊形態、破壊のメカニズムとプロセスに着目したフォールトツリー図
流体はアンモニア、メチルアミン、メタノールの混合物および微量の蟻酸化合物で気液混合相(容積比で気体0.91、液体0.09)であり、原料供給工程の熱回収用予熱器と蒸発器との間にあるU字型配管の最低部において、腐食性物質である蟻酸化合物が濃縮され、また原料予熱器の出口温度が高かったために液の蒸発率が上昇し、気体量が増加したため、管内流速が高まりエロージョン/コロージョン(E/C)が発生し管の破損を引き起こした。
蟻酸化合物は回収メタノール系から混入したもの。
○ 図3 機器の設計と製作における不適切に着目したフォールトツリー図
今回の事故はU字型配管の最低部で腐食性物質の蟻酸化合物が濃縮しており、流速も速かったため腐食が著しく進み管の破損に至った。1990年に生産量を25%増加したため、その改造に伴って、エロージョン対策としてU字型配管のエルボをSUS304に変更したが、最低部の直管部の材質はSTPG38のままであった。この結果、蟻酸化合物が濃縮された直管部においてエロージョンが激しく進行した。
○ 図4 機器の負荷履歴、環境と材料に着目したフォールトツリー図
流体が気液混相流で流速が大きかったことと、腐食性物質の堆積によりE/Cを引き起こした。
(2)イベントツリー解析の結果
○ 図5 原料系配管のエロージョン/コロージョン損傷のイベントツリー図
アンモニア、メチルアミン、メタノールの混合流体に、回収メタノール系より蟻酸化合物が混入し原料予熱器から原料蒸発器の間にあるU字型配管の直管部において、蟻酸化合物が濃縮され配管材料がSTPG38であったため激しいE/Cを引き起こし管の破損に至った。 |
| 経過 |
・ 1980年 当該プラントの運転開始
・ 1990年 生産量を25%アップするため,原料予熱器を増設し,改造に伴うエロージョン対策としてU字型配管のエルボをSUS304に変更.
・ 1992年 省資源を目的として次のプロセスを変更
未反応メタノールの回収と反応系へのリサイクル
脱水塔缶出液を再利用するためトリメチルアミン分離塔へのリサイクル |
| 原因 |
(1)U字管直管部の材質が腐食に弱いSTPG38であったこと
(2)蟻酸が混入していたこと.蟻酸濃度が少量であっても著しい腐食性を示す |
| 対処 |
(1)原料予熱器と原料蒸発器の間の配管材料をSUS304とし,磨耗対策として配管口径を150Aから200Aに変更した.(流速は12.5m/secから7.5m/secに変更)
(2)プロセス変更時のアセスメントの強化
(3)蟻酸及びその他の副生物の把握
(4)定点測定個所の見直し |
| 対策 |
上の措置で変更材料としてSUS304を用いているが,蟻酸環境下ではSUS316が一般に腐食に強い材料としてしられている.SUS304に対する腐食性は速度,温度の上昇に伴い増加する.また,304鋼に比較して316鋼は耐食性を示す条件範囲が広いため,常温付近では316鋼が用いられる.また高温の条件では,二相ステンレス鋼や高Crオーステナイト鋼が採用されている.これらでも耐食性の十分でない条件では,30Cr-2Moなどの高純度フェライト系ステンレス鋼やTiが採用されている.よって,変更材料としてSUS304を用いたことは不適切であるといえる. |
| 知識化 |
プロセス変更時においてアセスメントは大変重要であるが困難である. |
| シナリオ |
| 主シナリオ
|
誤判断、誤った理解、詳細計画ミス、使用、保守・修理、修復、部品交換、材料選定の不適切、炭素鋼、U字配管の直管部、不良現象、熱流体現象、流体現象、流速、破損、減肉、エロージョン・コロージョン、肉厚貫通、漏洩
|
|
| 情報源 |
高圧ガス保安協会
|
| 死者数 |
0 |
| 負傷者数 |
0 |
| マルチメディアファイル |
図1.U字型配管の破損位置
|
|
図2.破壊形態、破壊のメカニズムとプロセスに着目したフォールトツリー図
|
|
図3.機器の設計と製作における不適切に着目したフォールトツリー図
|
|
図4.機器の負荷履歴、環境と材料に着目したフォールトツリー図
|
|
図5.原料系配管のエロージョン/コロージョン損傷のイベントツリー図
|
|
図6.原料系配管の破損位置
|
|
図7.内面磨耗状況の拡大スケッチ
|
| 分野 |
材料
|
| データ作成者 |
小林 英男 (東京工業大学)
|